Introduction of Abrasive Waterjet (AWJ)
1.1 The main components cutting head included:
- 1. The high-pressure water delivery component.
- 2. The water orifice or jewel, (generally 1/3 the size of the mixing tube.)
- 3. The abrasive feed inlet and nozzle mixing chamber.
- 4. The mixing tube, also referenced as focusing tube and nozzle.
1.2 The cutting mechanism of Abrasive Waterjet
The basic mechanism of AWJ cutting is extremely simple and can be summarised as follows:
- 1. A very high pressure water jet is ejected from a small orifice.
- 2. The water jet passes through a mixing chamber thereby creating a partial vacuum.
- 3. Abrasive particles are drawn into the mixing chamber by the partial vacuum.
- 4. The abrasives are entrained into the waterjet.
- 5. The abrasive water jet then passes through a focusing nozzle.
- 6. The abrasive water jet interacts with the material and cutting take place. The cutting or controlled depth penetration of the material occurs as a result of erosion, shearing, failure under rapidly changing localised stress fields or micromachining effects depending upon the specific properties of the materia] being profiled.
- 7. The movement is achieved by manipulation of the focused jet by a gantry or robot system. It is also possible to move the workpiece on a X-Y table instead of moving the jet.
- 8. The cutting rate is determined by process parameters such as waterjet pressure, water flflow rate, abrasive mass flflow, stand-off distance and the hardness of the workpiece.
- 9. After passing through the workpiece the remaining jet is collected in a catcher tank filled with some kind of energy dispenser.
1.3 The factors affect mixing tube wear
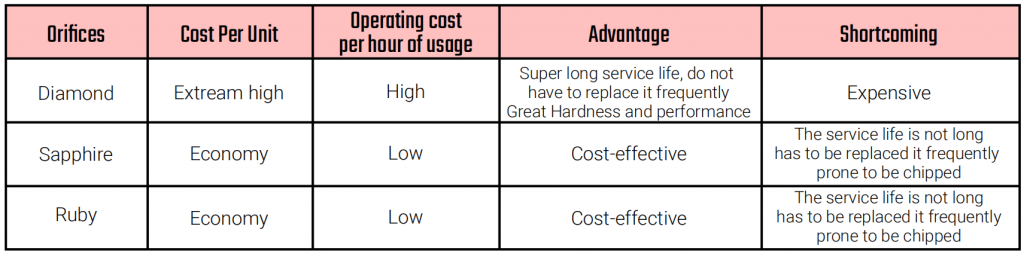
Orifice materials are usually sapphire, ruby, or diamond with sapphire and diamond being the most common.
Diamond orifices provide higher reliability, extended life, and lower operating cost per hour of usage.
Sapphire orifices can be prone to chipping, and a chipped orifice can also lead to diminished cut quality and shorten the mixing tube life. Sapphires need to be inspected frequently for signs of chipping or wear, to prevent premature mixing tube wear.
Water quality also plays an important role as minerals can build up on the orifice. Dirt or abrasive particles can sometimes work their way above the orifice and can lead to problems. Periodically the orifice may need to be cleaned to ensure cutting quality.
The mixing chamber is another area that can potentially affect focusing tube wear. Many of today’s cutting heads include mixing chamber components made of steel. These components can wear down and change the cutting stream quality and lead to diminished cut quality and shortened focusing tube life.